

خدمات





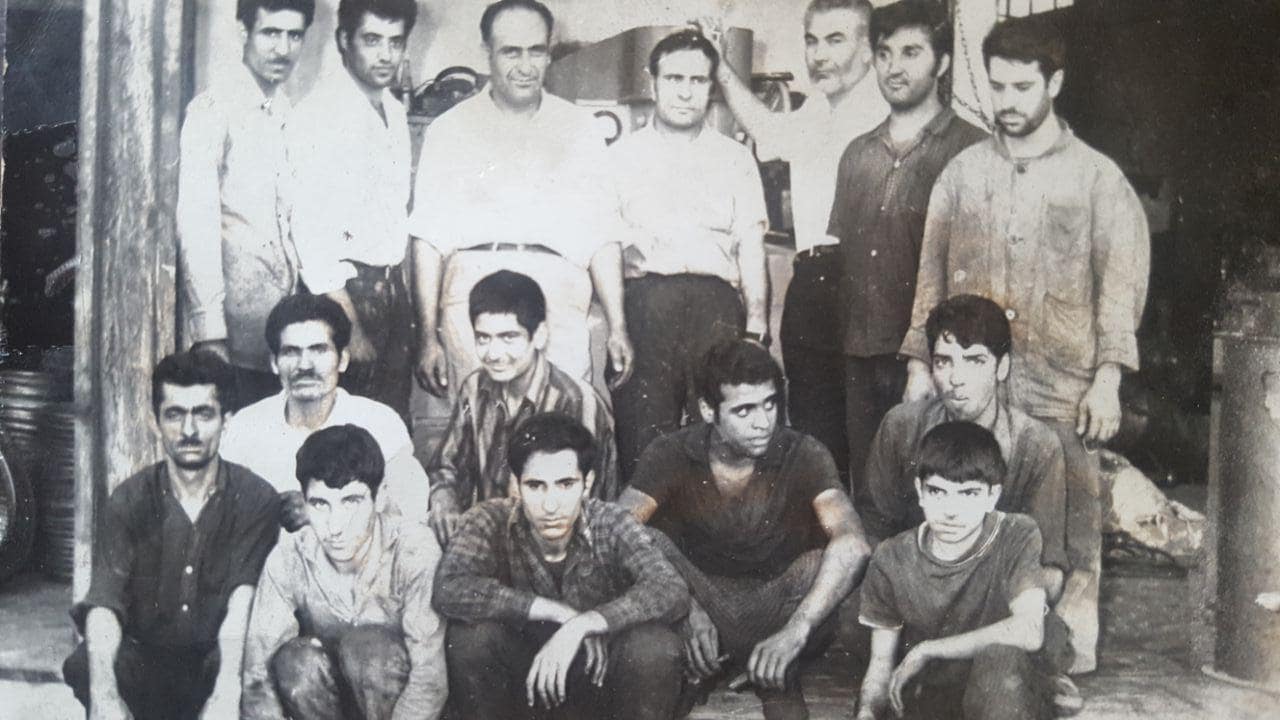
گروه صنعتی ملکی از سال 1350 تا کنون
اعتماد امروز حاصل سال ها مردم داریست
اولین و بزرگترین خدمات لیزر آنلاین در ایران بدون نیاز به حضور مشتری
با کادری مجرب و حرفهای
ارسال به تمام نقاط کشور
چرا ما؟
تهیه متریال
گروه صنعتی ملکی به دلیل موقعیت جا و مکانی مناسب که در نزدیکی بازار استیل و بازار آهن قرار دارد توانایی تهیه مواد و متریال مورد نیاز صنعت شیت متال را دارد.
قیمت مناسب
ما با بهره گیری از دستگاههای نسل قدیم و جدید لیزر ( Co2 و Fiber ) قادر به ارائه قیمت مناسب هستیم
زمان بندی
ما با بهره گیری از چندین دستگاه قادر به تولید قطعات شما در کوتاه ترین زمان ممکن هستیم

کیفیت عالی
با داشتن تجهیزات روز دنیا کیفیت کار شما را ضمانت میکنیم

طراحی
تسلط بر نرم افزارهای Autocad و Solidworks -تسلط کامل بر نرم افزارهای مهندسی و Nesting


گروه صنعتی ملکی با بهره گیری از 3 کارخانه مجهز به دستگاههای cnc لیزر ، واترجت و پلاسما،خمکاری NC و جوش آرگون و CO2 واقع در تهران خیابان فتح 11 و شهر قدس شهرک صنعتی زاگرس درخواست مشتریان را در کوتاهترین زمان انجام دهد.
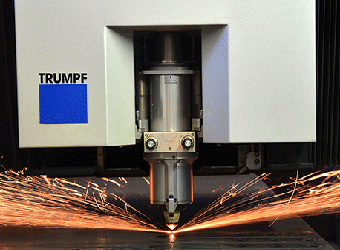
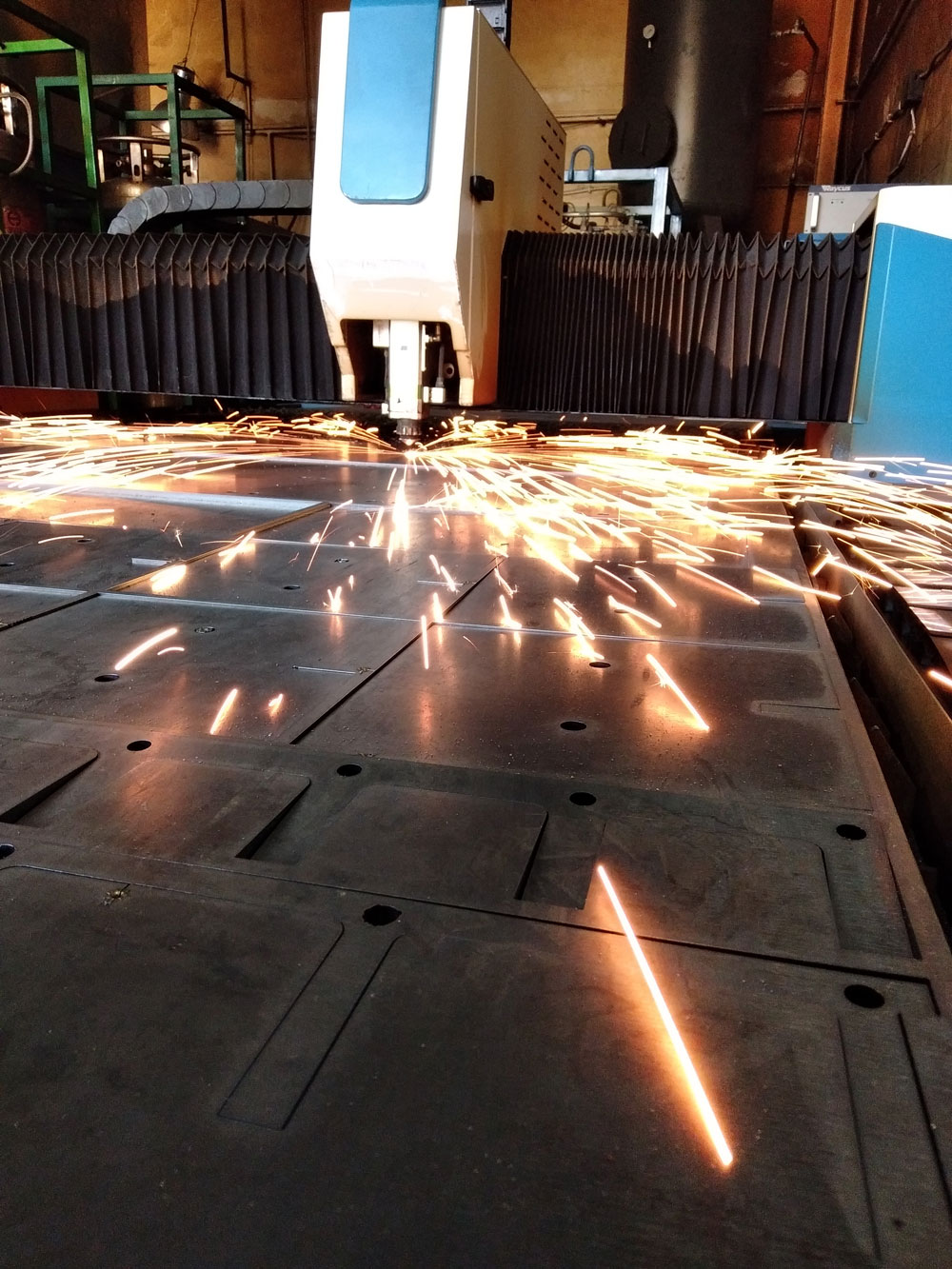
خدمات برش لیزری فلزات:
در برش cnc لیزر فرآیندهای برش نسبت به جنس ورق متفاوت است. در برش لیزر آهن گاز مورد استفاده برای برش اکسیژن است. در برش لیزر استیل و آلومینیوم گاز نیتروژن مورد استفاده قرار میگیرد. البته در بعضی مواقع و به درخواست مشتری به دلیل هزینههای کمتر ورقهای استیل با گاز اکسیژن بریده میشود.)
قیمت برش لیزری فلزات به جنس، ضخامت و نقشه بستگی دارد که بعد از دریافت نقشه از مشتری و محاسبه محیط برش آن قیمت دقیق به مشتری اعلام میگردد.
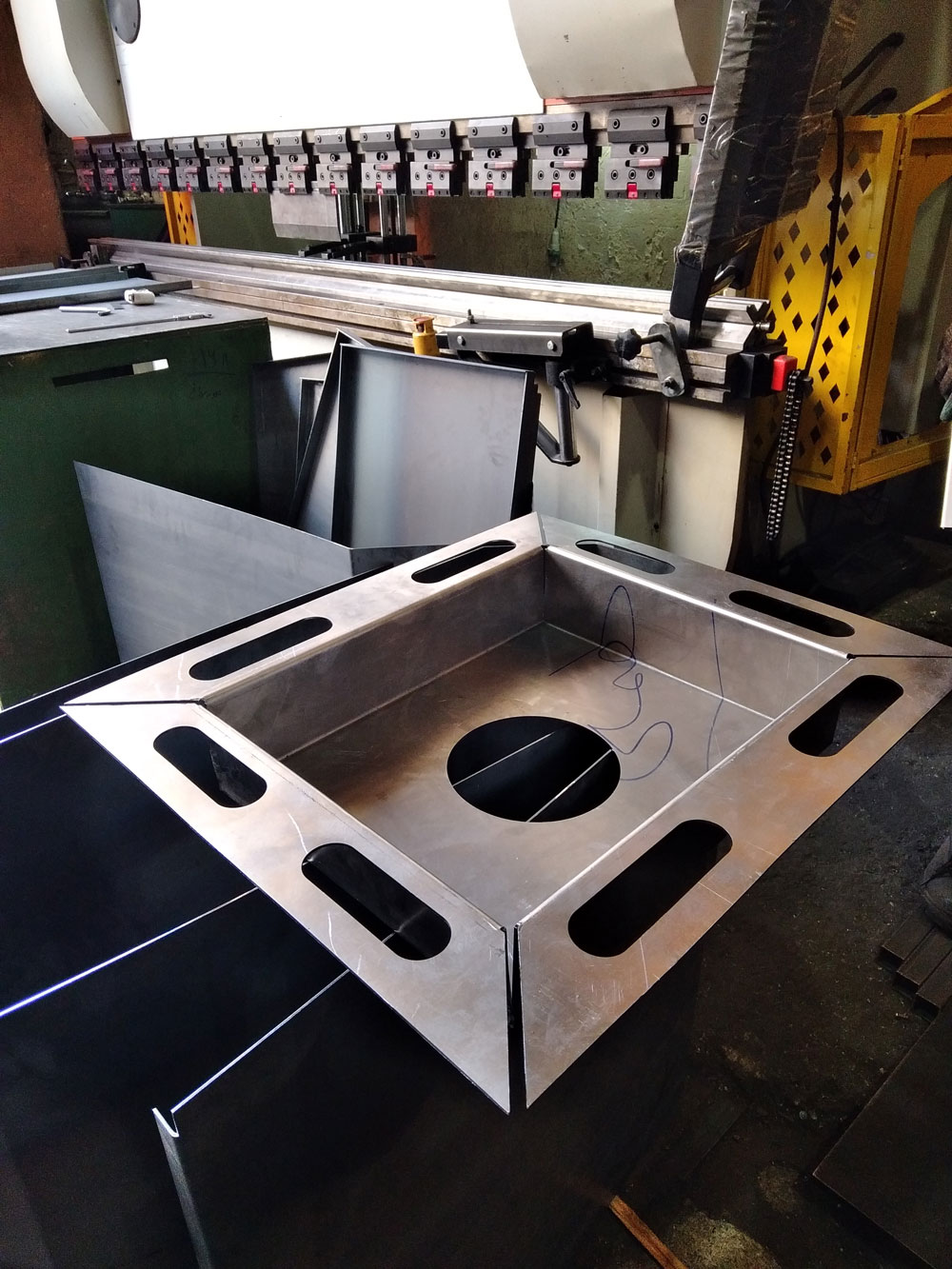
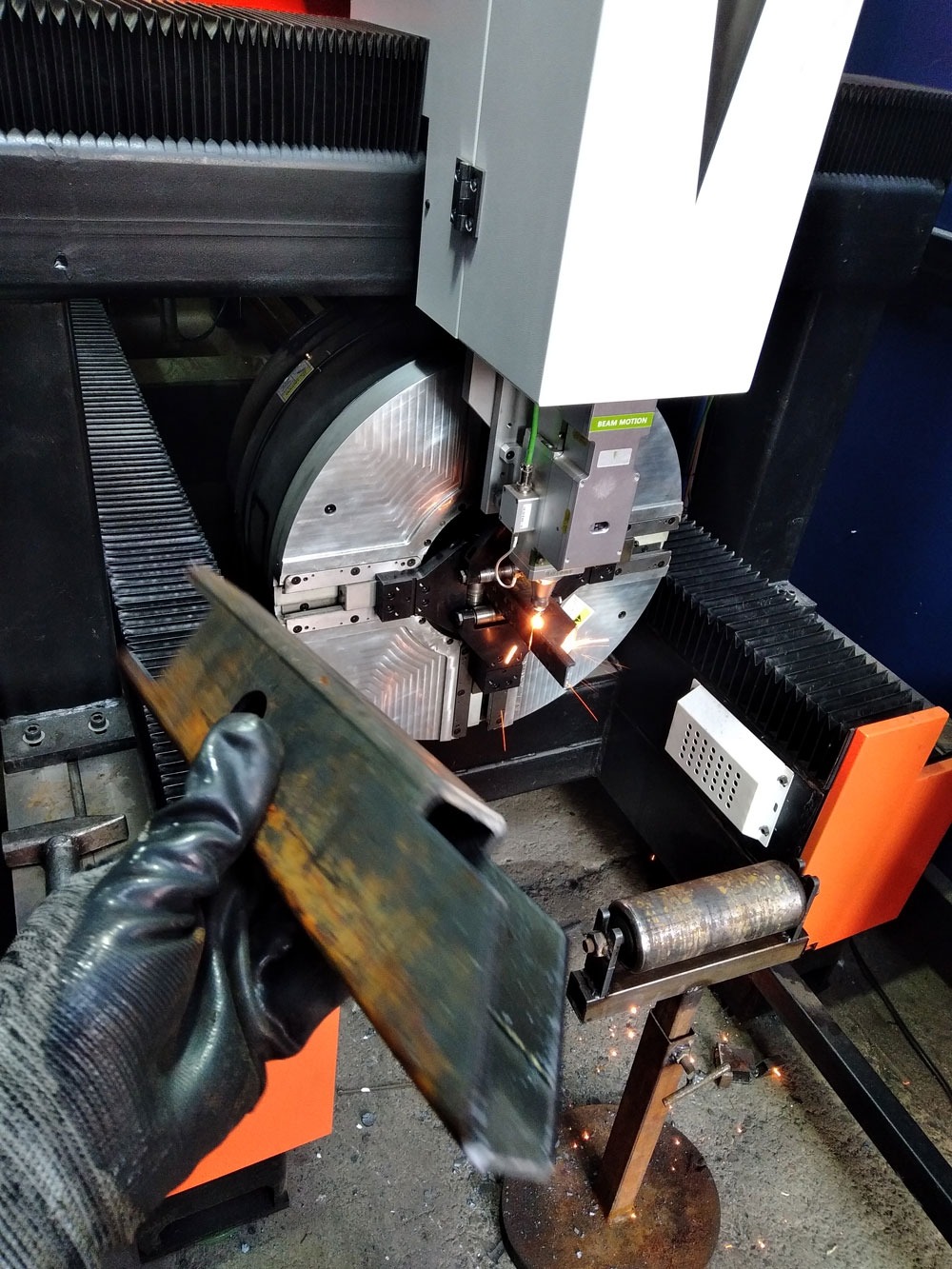
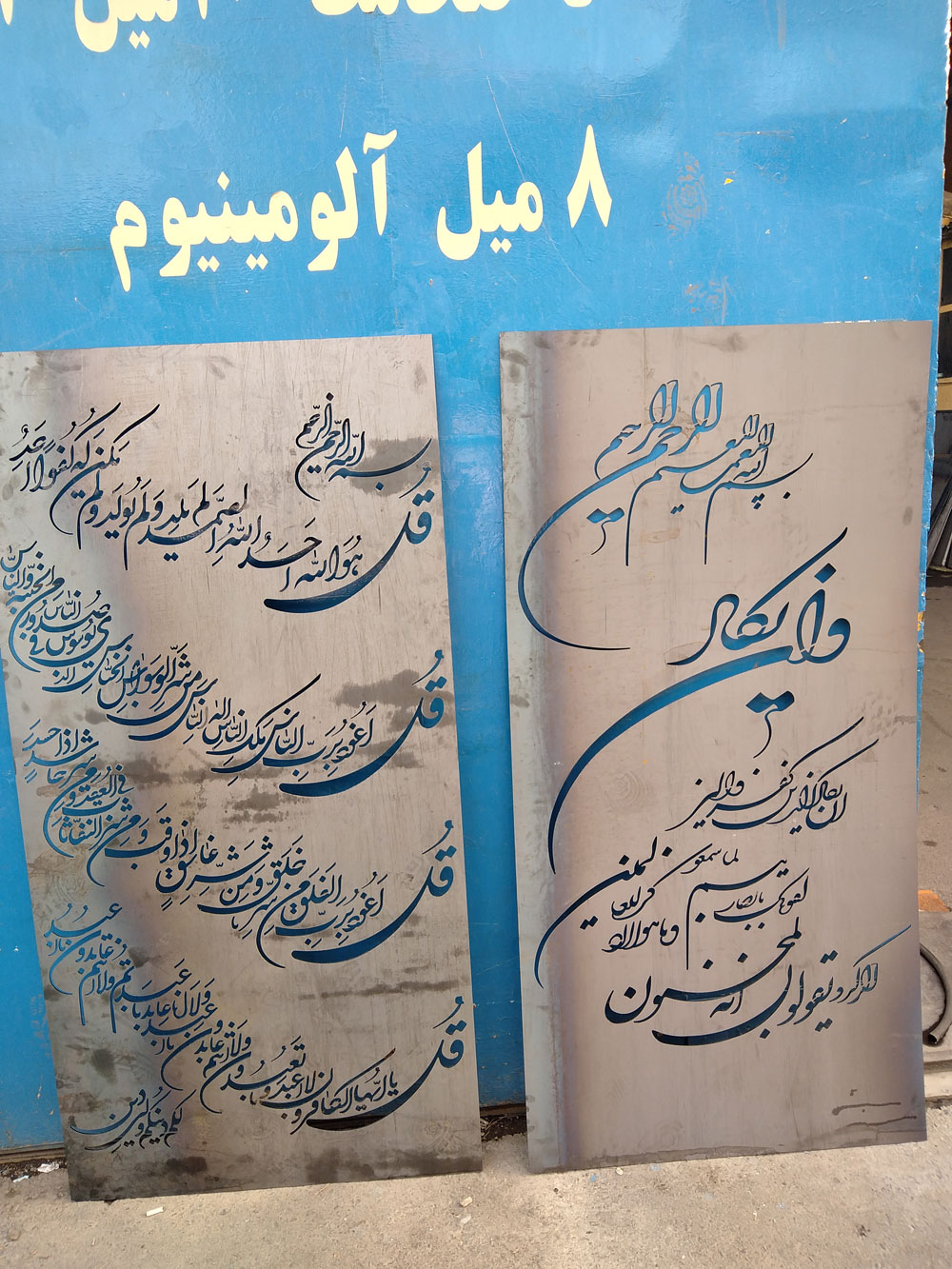
نمونه کارهای برش لیزر و خمکاری


























برخی سوالات متداول
فلزات نقش حیاتی و بیقابلیت در زندگی انسانها دارند. از صنایع ساخت و ساز تا فضانوردی، از هواپیماسازی تا دکوراسیون، ورقهها و برشهای فلزی، بهعنوان ابزارهای اساسی، در ساختار و تحول صنایع مختلف جایگاه ویژهای دارند. استخراج و پردازش فلزات از معادن، از گذشته تا کنون یکی از فعالیتهای اساسی برای تأمین نیازهای صنعتی و انسانی بوده است. اما ابزارهای برش فلزات با اینکه از قدیمیترین ابزارهای صنعتی محسوب میشوند، امروزه با پیشرفت فناوری و تکنولوژی، به شکلی کاملاً جدید و پیشرفته، به صنایع مختلف کمک میکنند.
در این مطلب، به بررسی اهمیت و کاربردهای برش فلزات، روشهای استخراج و پردازش فلزات و تأثیرات پیشرفت تکنولوژی در این زمینه خواهیم پرداخت.
ساخت و مونتاژ قطعات صنعتی
روش ماشینکاری CNC، از جمله روشهای اساسی و حیاتی در صنعت ساخت و تولید قطعات صنعتی محسوب میشود. این فرآیند که با استفاده از دستگاههای کامپیوتری عددی کنترل شده انجام میشود، به دلیل دقت بالا، تکرارپذیری مناسب و هزینههای نسبتاً کم، برای تولید قطعات مختلف در صنایع مختلف بسیار مورد استفاده قرار میگیرد.
استفاده از نرمافزارهای مهندسی معمولاً در مراحل طراحی قطعات صنعتی با این روش استفاده میشود. سپس، با تهیه برنامههای مناسب، دستگاههای CNC مجهز به ابزارهای مناسب به طور خودکار قطعات را با دقت بالا و بر اساس طرحها تولید میکنند.
در ماشینکاری CNC، دو فرآیند اصلی فرزکاری و تراشکاری مورد استفاده قرار میگیرند. در فرزکاری، با استفاده از ابزارهای چرخان، قطعات به شکل دلخواهی ساخته میشوند، در حالی که در تراشکاری، قطعات با چرخش قطعه و حرکت ابزار برشی تولید میشوند.
ماشینکاری CNC به عنوان یکی از فناوریهای پیشرفته و انعطافپذیر، در صنایع مختلف از جمله صنایع خودروسازی، هوافضا، الکترونیک، پزشکی و بسیاری دیگر، استفاده میشود. این روش قادر است تا قطعات با پیچیدگیها و ابعاد مختلف را به صورت دقیق و با کیفیت بالا تولید کند، که این امر به بهبود کارایی و کیفیت محصولات تولیدی کمک میکند.
انواع برش فلزات
برش فلزات یکی از مراحل حیاتی در فرآیند تولید و ساخت قطعات فلزی است که از آن برای تولید قطعات با ابعاد و شکلهای مختلف استفاده میشود. انتخاب بهترین روش برشکاری برای هر نوع فلز و در هر شرایطی، از اهمیت بسیاری برخوردار است. برای این منظور، آشنایی با انواع مختلف روشهای برشکاری و ابزارهای مربوطه امری ضروری است.
در اینجا، به بررسی انواع رایج روشهای برشکاری فلزات از جمله برشکاری پلاسما، هوا گاز، واتر جت، لیزر و وایرکات پرداخته خواهد شد. هر یک از این روشها و ابزارهای مرتبط با آنها به طور جداگانه مورد بررسی قرار خواهند گرفت تا به انتخاب بهترین روش برای هر فرآیند برش فلزات کمک شود.
برشکاری با هوا گاز
برشکاری با هوا گاز یا هوا برش یکی دیگر از انواع روش برش فلزات است که از روشهای مرسوم و ارزانقیمت است. در این روش، برای ایجاد برش، یک مشعل از گاز برای پخش گاز به محل برش استفاده میشود. از گازهای مختلفی مانند اکسیژن، استیلن، هیدروژن، پروپان و پروپیلن برای این روش استفاده میشود. گاز اکسیژن به عنوان اکسید کننده و گرمایی استفاده میشود که با فلز داغ واکنش و تشیکل اکسید میدهد و از طریق این واکنش حرارت لازم برای برش فلزات ایجاد میشود.
در این روش، نقطه ذوب اکسید فلزات نصف مقدار نقطه ذوب فلز است و زمانی که شعله آهن شروع شده، اکسید فلز به حالت مایع تبدیل و از ناحیه برش خارج میشود. یکی از مزایای برشکاری با هوا گاز این است که میتوانید فلزات با ضخامتهای بالا را برش داده و بر روی تمامی فلزات برش ایجاد کنید، در حالی که در روش پلاسما، برای برش فلزات از رسانا استفاده میشود.
برشکاری پلاسما
برشکاری پلاسما یکی از انواع روش برش فلزات است که در طی عملیات برش فلزات با ضخامتهای مختلف با استفاده از یک مشعل برش داده میشود. اصل این روش بر ایجاد یک قوس الکتریکی بین گاز خروجی از سرنازل و صفحه فلزی است.
گاز خروجی از نازل، یک گاز یا هوای فشرده است که با سرعت بسیار بالا از نازل خارج میشود. بعد از ایجاد قوس، گاز بهدلیل وجود گرما به حالت پلاسمایی تبدیل میشود و گرمای شدید و فشار هوای خروجی در پشت نازل، باعث نفوذ هوای گرم فلز شده است.
در برشکاری پلاسما، برش دقیقتری نسبت به روش هوا گاز مشاهده میشود که از آن میتوانید برای انوع فلزهای رسانا مانند آلومینیوم استفاده کنید. ابزار برشکاری پلاسما میتواند به دستگاههای کنترل برش CNC نصب شود و به راحتی میتوانید الگوهای برش دلخواه را بر روی اکثر فلزات نرم و سخت ایجاد کنید.
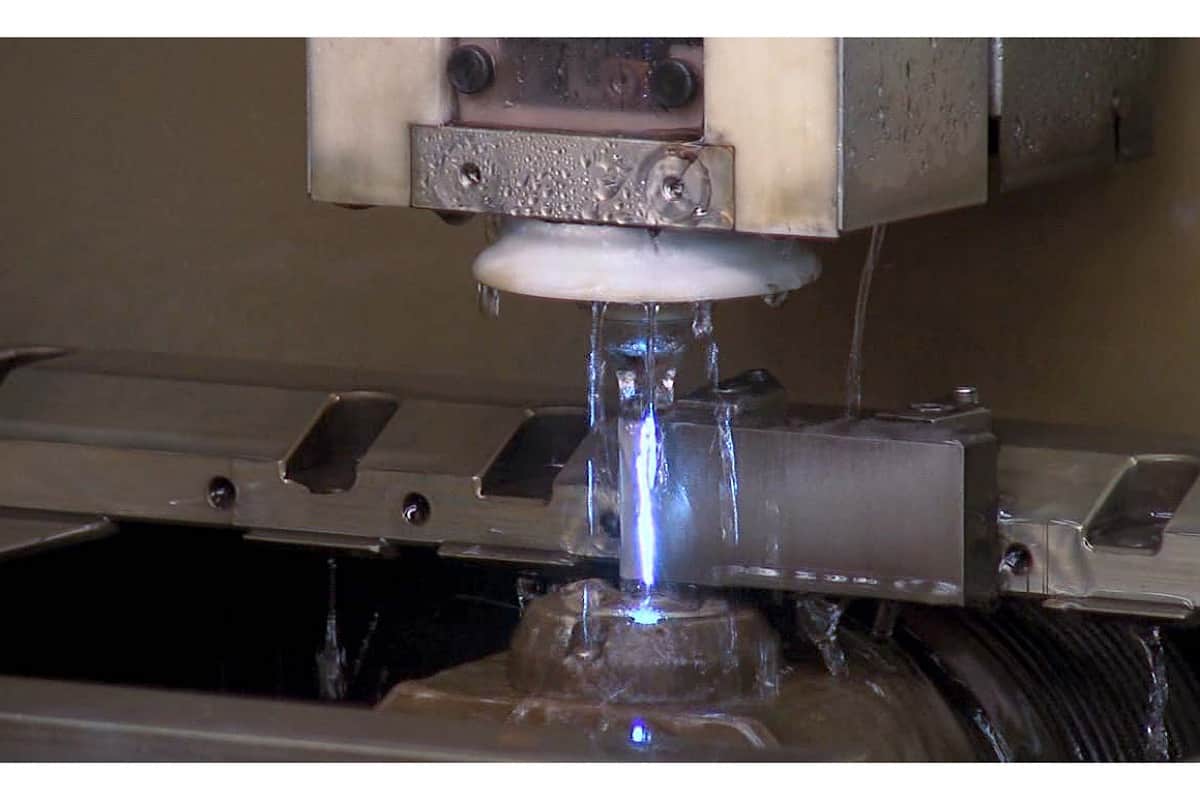
برشکاری واترجت
برشکاری واترجت یکی از روشهای موثر برای برش دادن انواع فلزات است. در این روش، از یک پمپ آب با فشار بالا برای پاشش سریع آب از نازل استفاده میشود. از مهمترین ویژگیهای این روش میتوان به عدم استفاده از گرمایش اشاره کرد، به این معنا که در اثر برشکاری واترجت، ساختار فلز و مشخصات درونی در مسیر برش دچار تغییر شکل نمیشوند. این روش برای برش فلزات نرم و حساس، از جمله آلومینیوم و فولاد ضد زنگ، بسیار مناسب است و میتواند بهعنوان روشی موثر و کمهزینه برای برشکاری فلزات مورد استفاده قرار گیرد.
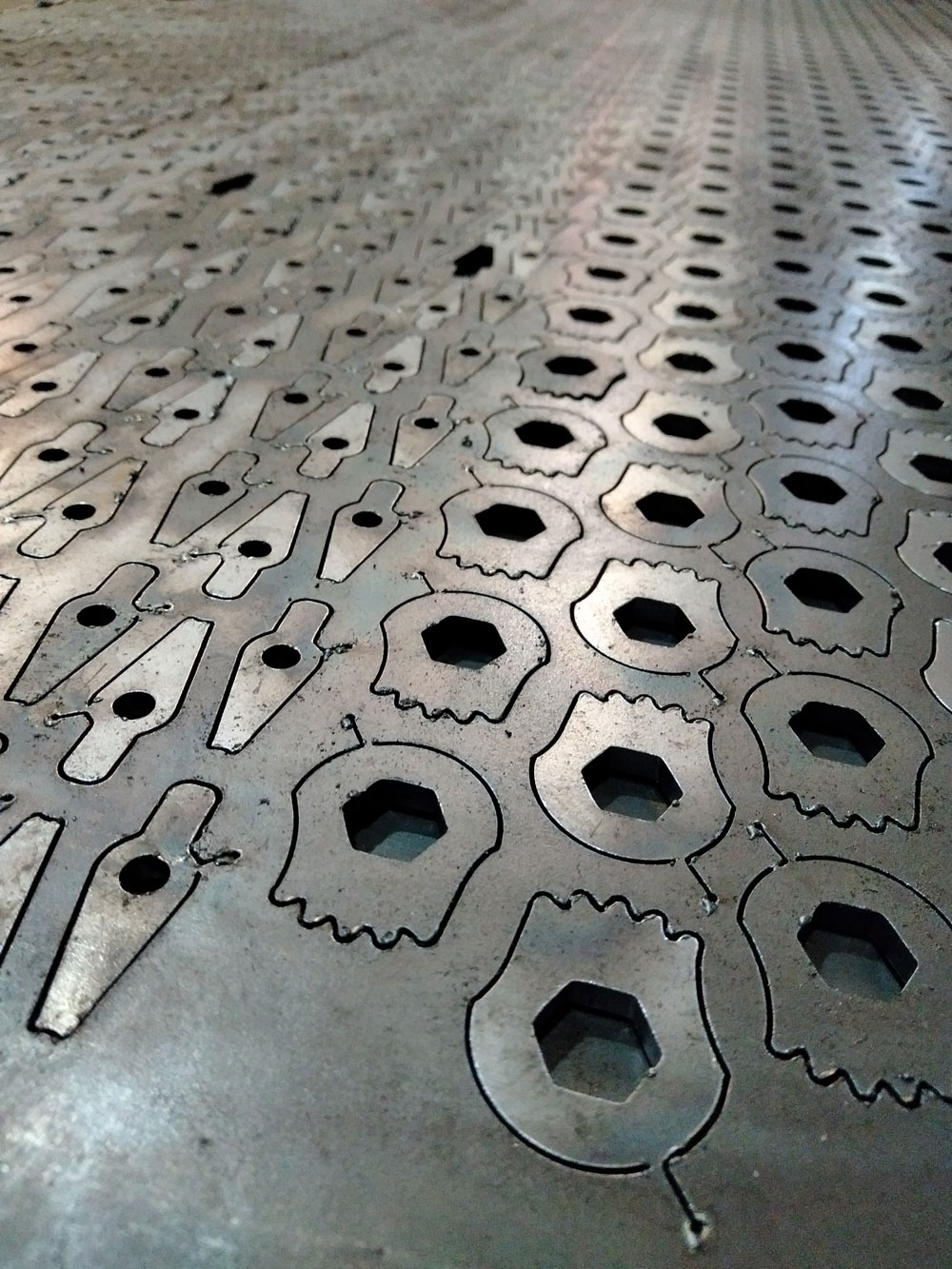
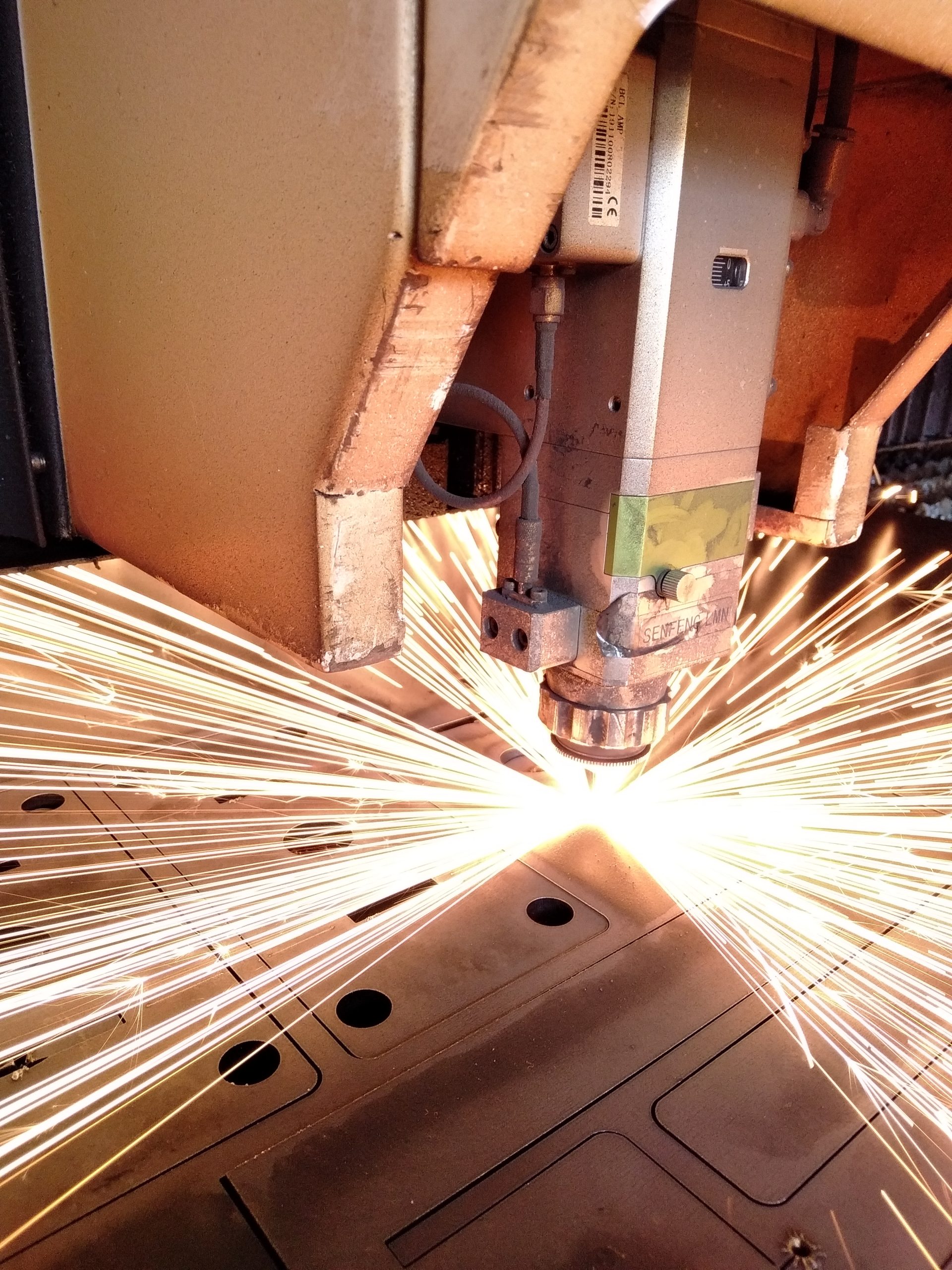
برشکاری لیزر
برشکاری لیزر یکی دیگر از انواع روش برش فلزات است که میتواند انواع فلزات مانند استیل و آلومینیوم را برش دهد. در این روش، دستگاه لیزر پرتو لیزر را متمرکز میکند و با استفاده از گاز لیزر، معمولا اکسیژن یا هیدروژن، به خط برش میتاباند.
از مزایای برشکاری لیزر میتوان به دقت بالا، کیفیت بالا و عدم تغییر شکل ساختار فلزات در اثر برش اشاره کرد. این روش بهعنوان یکی از بهترین روشها برای برش فلزات با سطحی حساس و برای برش اشکال پیچیده و سوراخهای بسیار ریز شناخته میشود.
برشکاری وایرکات
در این روش، از یک سیم فلزی باریک به عنوان الکترود برشکاری استفاده میشود. این سیم نقش کاتد را دارد و جریان الکتریکی را از طریق آند، که در واقع همان قطعه فلزی میباشد، تخلیه میکند. برش حاصل از این روش دارای سطحی صاف است و نیازی به عملیات پولیش بر روی خطوط برش ندارد.
از مزیتهای برشکاری وایرکات میتوان به دقت بالا، کیفیت بالا و عدم وارد کردن فشار و استرس بر روی قطعه کار اشاره کرد. این روش به عنوان یکی از بهترین روشهای برشکاری برای قطعات کوچک و ظریف شناخته میشود.
انتخاب بهترین روش برش فلزات
برای انتخاب بهترین روش برش فلزات، باید به فاکتورهای مختلفی توجه کنیم. در ادامه به بررسی آنها میپردازیم.
1. ارزیابی میزان هزینه:
ارزیابی هزینههای مرتبط با هر روش برش بسیار حیاتی است. اگرچه برش لیزری از بهترین روشهای برش فلزات است، اما هزینه آن نیز بسیار بالاست. بنابراین، در صورت محدودیت سرمایه، بهتر است روشهای دیگری را در نظر بگیرید که هزینه کمتری داشته باشند.
2. دقت و کیفیت کار:
نوع کسب و کار و میزان دقت و کیفیتی که در برشهای فلزی مورد نیاز است باید در نظر گرفته شود. اگر کیفیت کار بسیار حیاتی نباشد، میتوانید از روشهای سنتیتر مانند برشکاری با پلاسما استفاده کنید. اما در صورتی که دقت و کیفیت بسیار مهم باشد، برش لیزری بهترین گزینه خواهد بود.
3. نوع فلز و ضخامت آن:
نوع فلز و ضخامت آن نیز باید در انتخاب روش برش مدنظر قرار گیرد. برخی از روشها مثل برش واترجت برای فلزات نرم و با ضخامت بالا مناسبتر هستند، در حالی که روشهای دیگر مثل برش لیزری برای فلزات سختتر و با ضخامت کمتر مناسبتر میباشند.
با توجه به این نکات، باید روش برش فلزات را انتخاب کرد که بهترین تطابق را با نیازهای و محدودیتهای خود داشته باشد.
تفاوت جوش آرگون با جوش معمولی
اصلیترین تفاوت بین جوش آرگون و جوش CO2 استفاده از گاز خنثی و گاز فعال است. در جوش CO2 از یک گاز فعال استفاده میشود، در حالی که در جوش آرگون از گاز خنثی یعنی آرگون استفاده میشود.
در این میان نوع فلز پرکننده یا درواقع فیلر متال همچنین یک تفاوت مهم بهشمار میآید. در جوش آرگون از الکترود غیر مصرفی تنگستنی استفاده میشود، اما در جوش CO2 از الکترودهای مصرفی استفاده میشود که ذوب شده و نقش فلز پرکننده را دارند.
تفاوت جوش آرگون با جوش معمولی نیز به تفاوت در روش جوشکاری باز میگردد. جوشکاری معمولی با جوش الکترود قابلیت دسترسی آسان و هزینه کمتری دارد، در حالی که جوش آرگون کیفیت بالایی را به ارمغان میآورد اما هزینه بالاتری دارد.
در جوش آرگون، میتوان بدون استفاده از فیلر متال، فقط با ذوب دو فلز مجاور، اتصال را ایجاد کرد. این قابلیت در جوش معمولی وجود ندارد.
در مقابل، جوش CO2 از لحاظ هزینه و دسترسی آسان بودن مزیت دارد. اما کیفیت جوش به خلوص گاز CO2 وابسته است و این گاز اثرات مخربی بر روی سلامتی جوشکار و محیط زیست دارد.
با توجه به این تفاوتها، هر روش جوشکاری مزایا و معایب خاص خود را دارد که باید با نیازها و شرایط خاص مورد ارزیابی قرار گیرد.
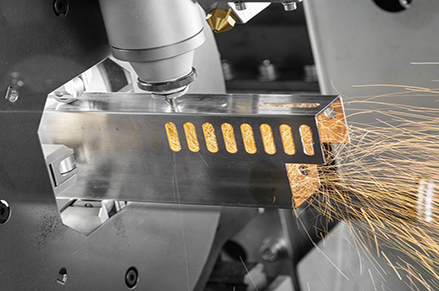
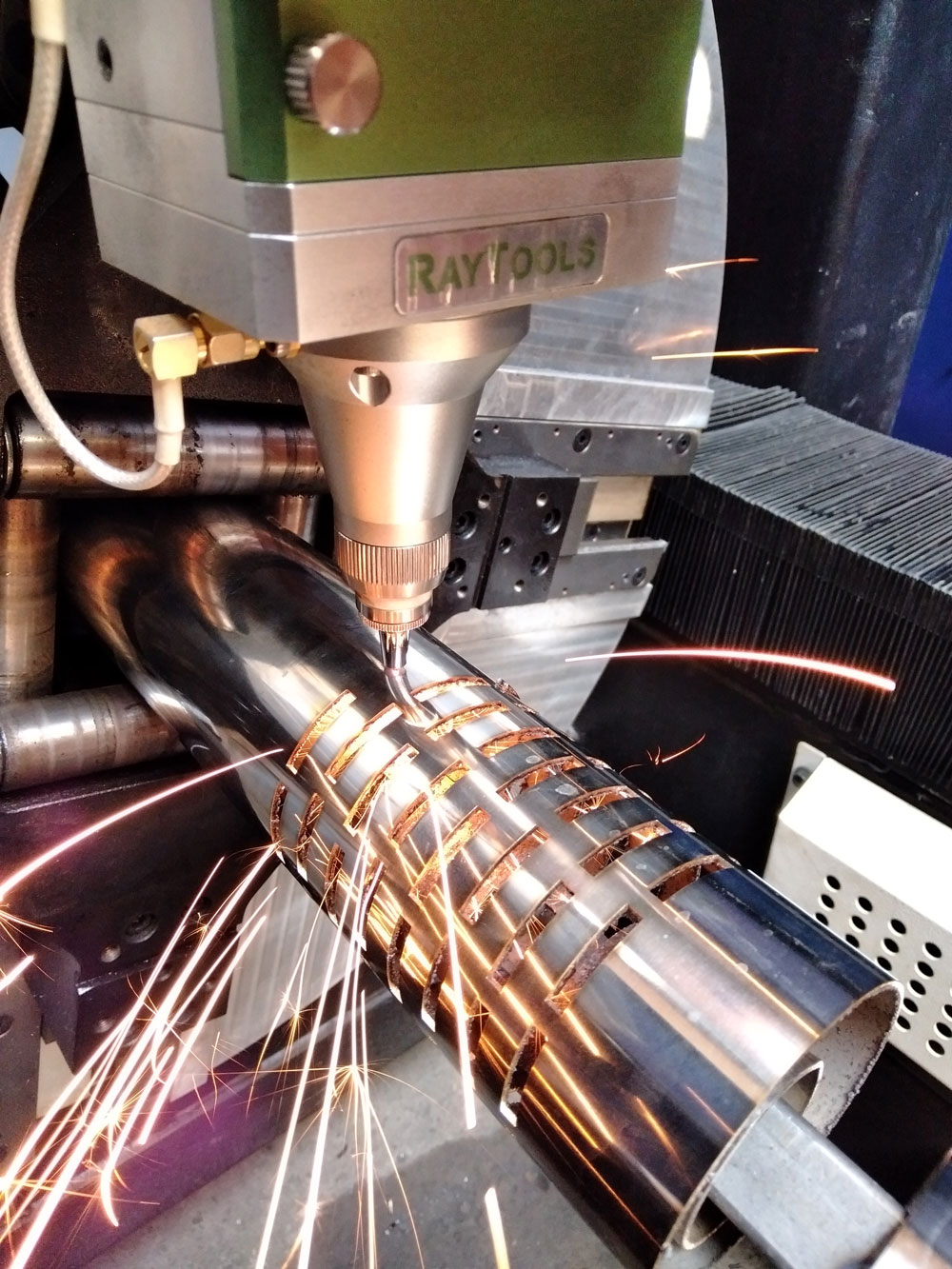
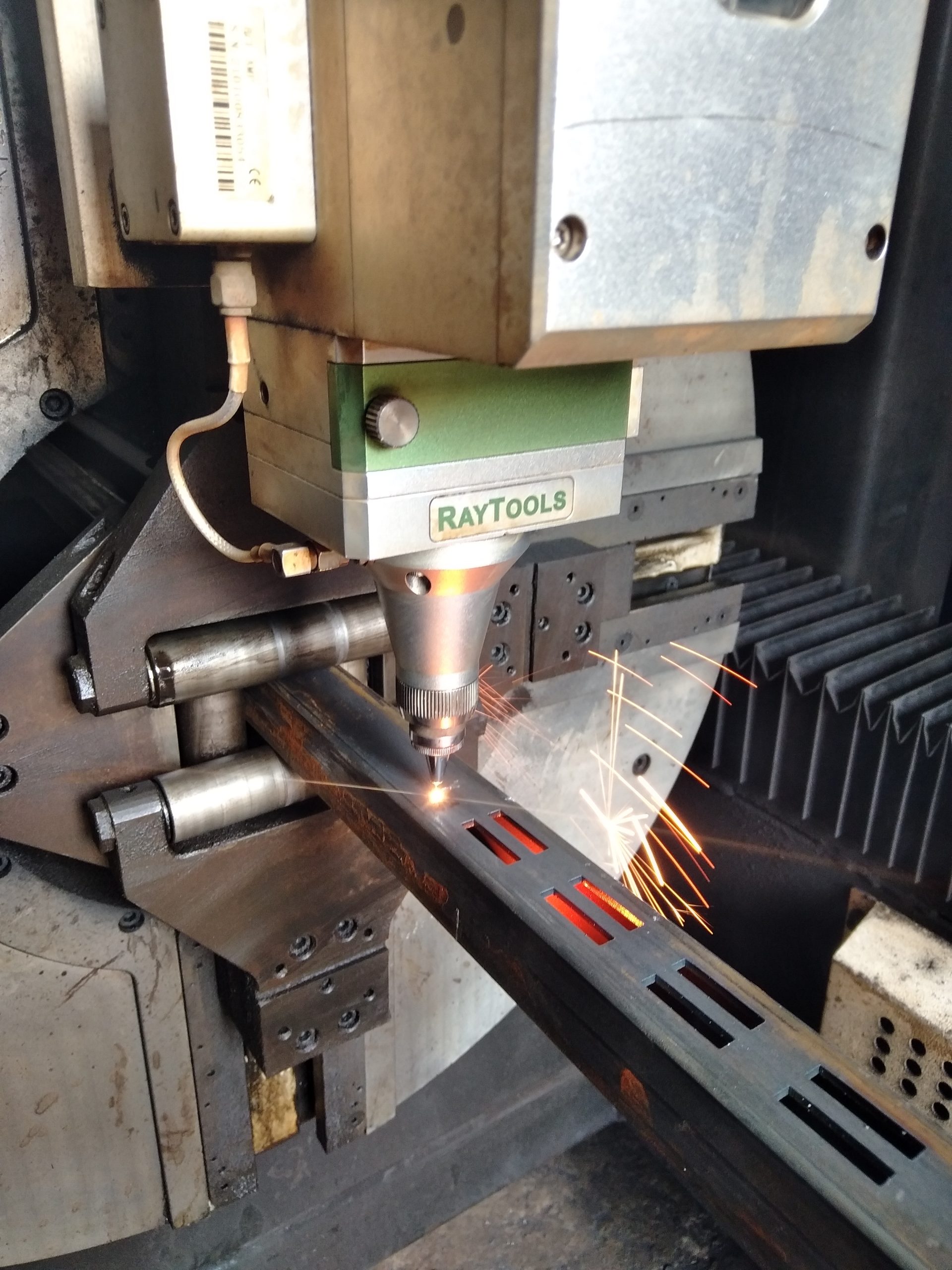
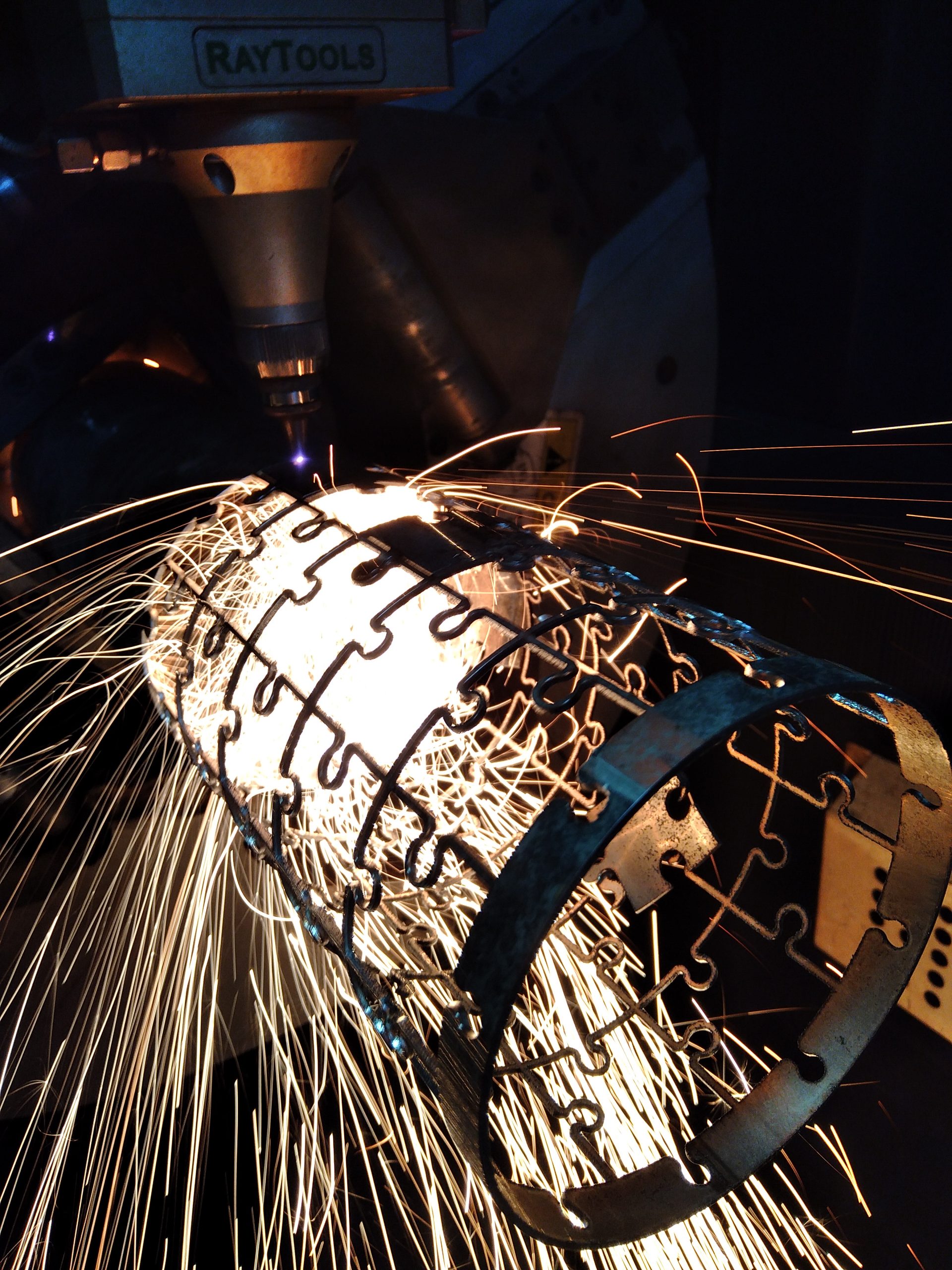
برش CNC لیزر لوله و پروفیل
دستگاه برش لیزر لوله و پروفیل فلزی CNC با قابلیت روتاری لیزر، یکی از دستگاههای پرکاربرد در صنعت برش لیزر فلزات فایبر و CNC است. این دستگاه بدون نیاز به پلیسه، قابلیت برش لوله، قوطی و پروفیلهای فلزی از جنس آهن، استیل و آلومینیوم را دارا است.
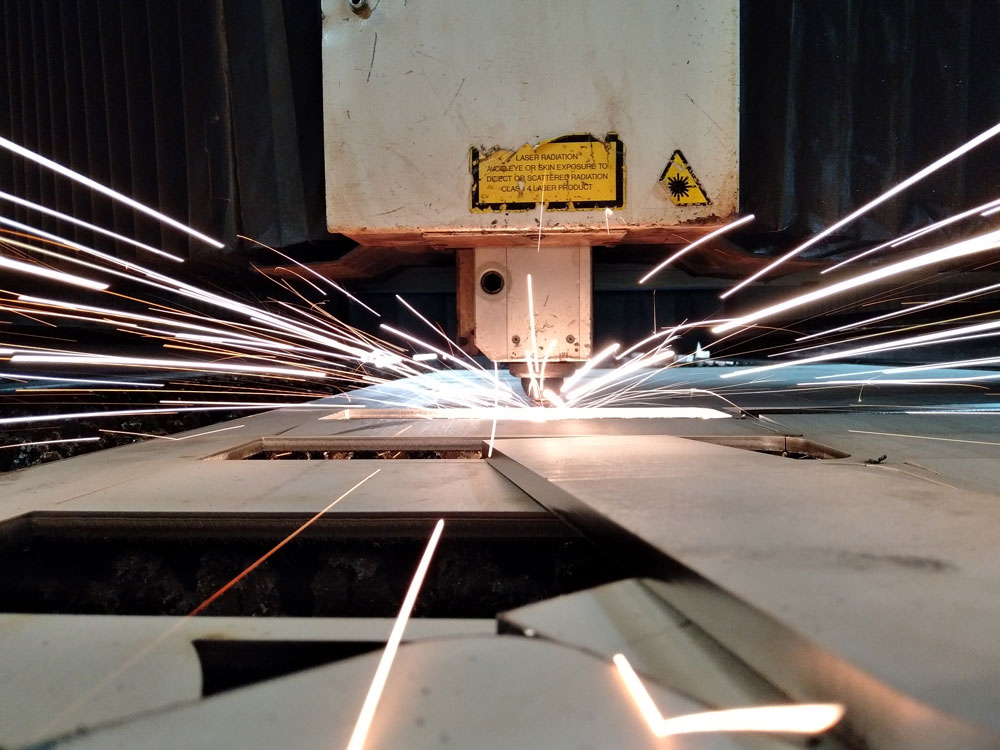
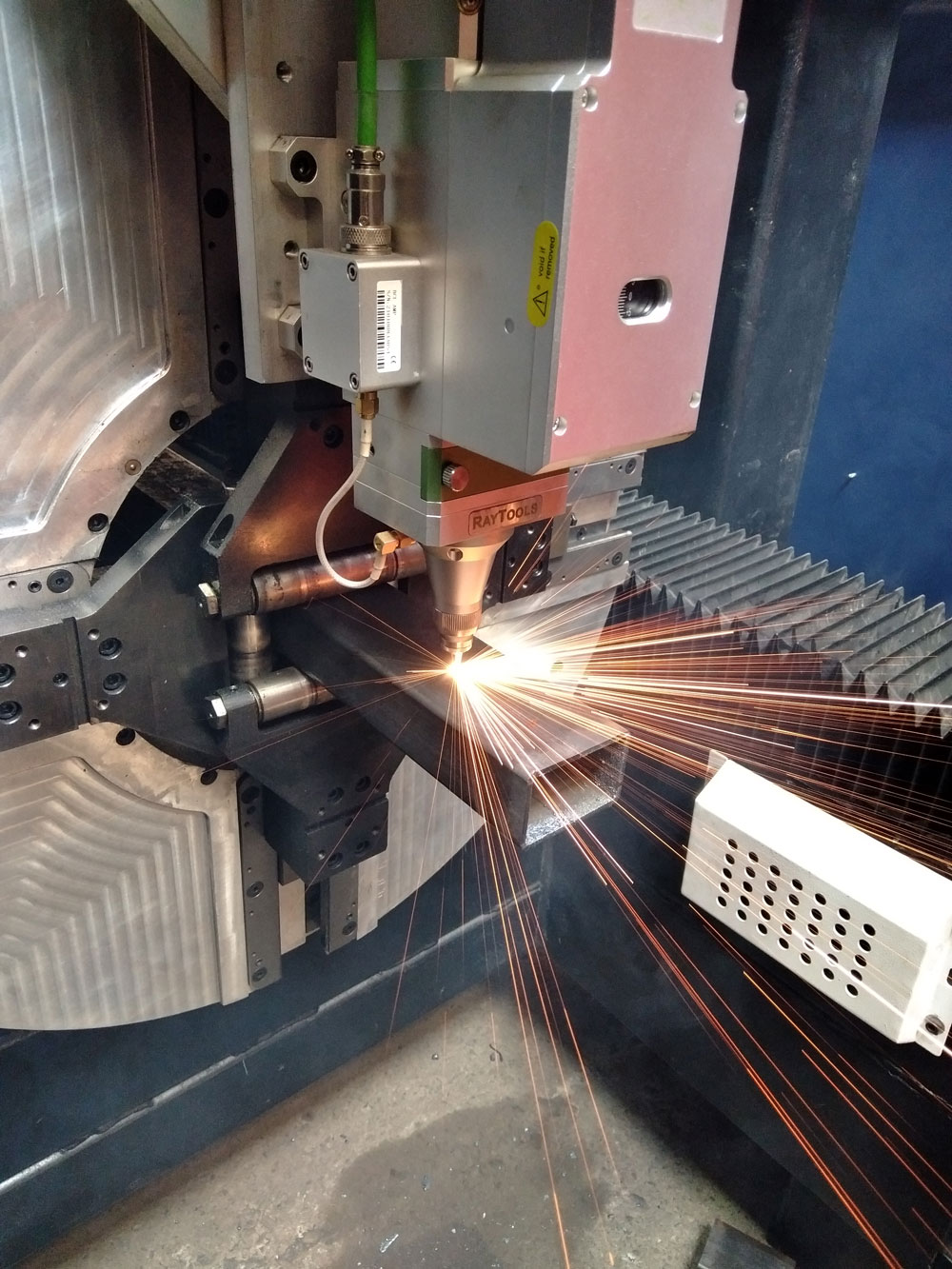
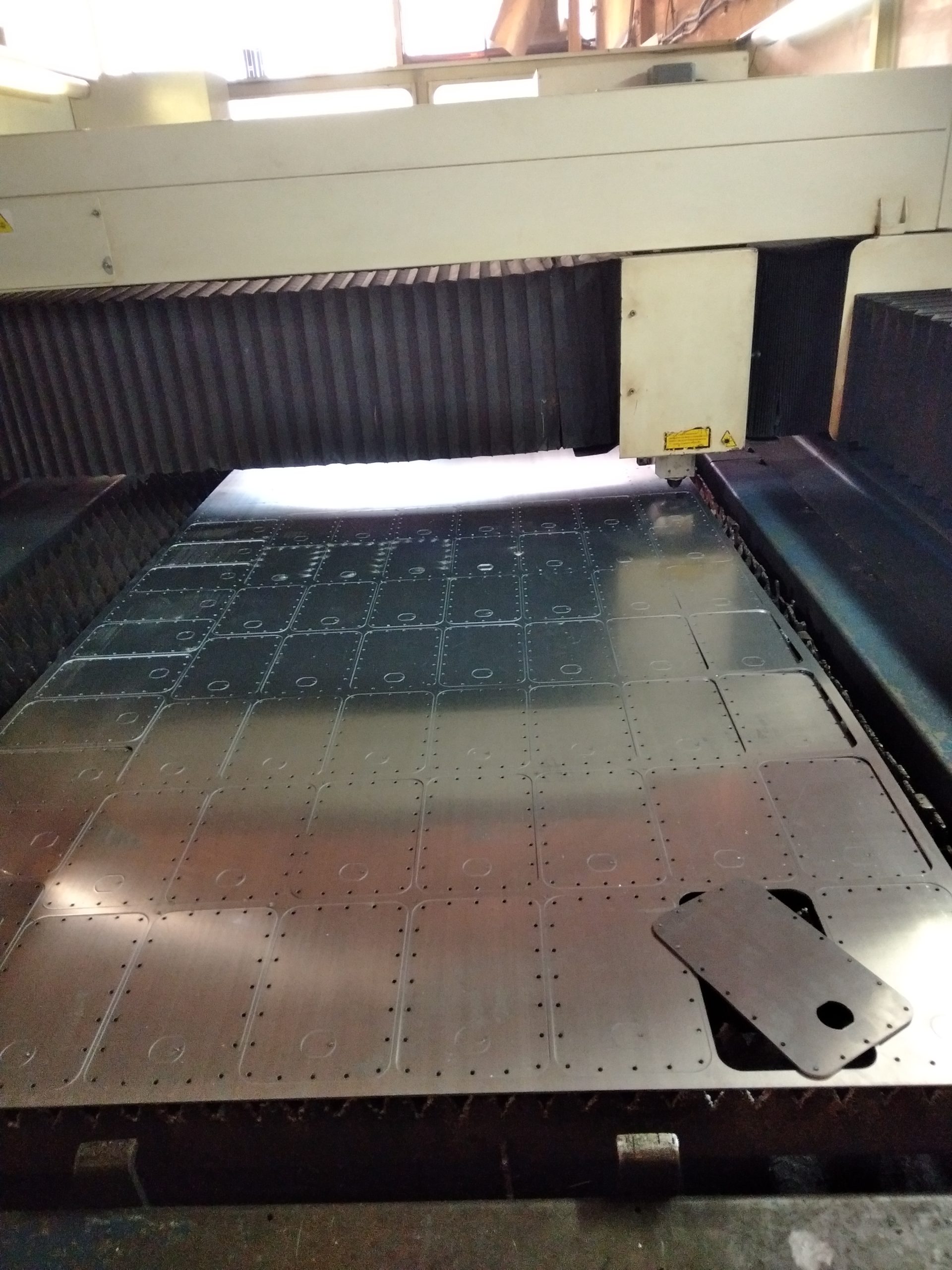
خدمات برش CNC لیزر ورق
در شرکت آجین، با دسترسی به مدرنترین و قویترین دستگاه برش لیزر موجود در ایران، ما به ارائه خدمات برش لیزر برای صنعتگران محترم میپردازیم. این دستگاه برش لیزر CNC، قادر به برش انواع فلزات و پروفیلها با دقت بسیار بالا و بدون نیاز به ابزارهای مکانیکی است.
در خدمات برش لیزر، نور لیزر به محل برش هدایت میشود و با تمرکز انرژی بالا، مواد فلزی را ذوب، سوزاند یا بخار میکند. استفاده از گاز کمکی مانند اکسیژن یا نیتروژن، این فرآیند را تسهیل میکند و امکان برش با دقت و کیفیت بالا را فراهم میآورد.
مزایای خدمات برش لیزر شامل خلاقیت در طراحی، دقت بالا، سرعت در تحویل سفارشات، کاهش هزینهها و پرتها، انعطاف در تولید و برش طرحهای پیچیده، و کیفیت بالای لبه برش بدون سوختگی است. همچنین، دستگاه برش لیزر ما دارای ویژگیهایی همچون دقت بالا، سرعت بالا، و امکان چیدن اتوماتیک ورق برای کاهش ضایعات و پرتهاست.
خمش NC چیست و تفاوت بین خم CNC و NC
خمش NC به معنای کنترل عددی (Numerically Controlled) است و یک روش تولیدی است که از نیروی انسانی برای عمل خم کردن و شکل دادن به ورقها یا لولهها به منظور ایجاد اشکال پیچیده با دقت بالا استفاده میکند. در این روش، از دستگاههای کنترل شده توسط اپراتور برای انجام فرآیند خمش استفاده میشود، بدون اینکه نیازی به کامپیوتر باشد.
تفاوت اصلی بین خمش NC و CNC در سطح اتوماسیون و استفاده از فناوری موجود در ماشینها است. ماشینهای خم کن CNC با قابلیتهای پیشرفته و اتوماسیون بیشتری از نیروی انسانی کمتری نیاز دارند، در حالی که ماشینهای خم کن NC بیشتر نیازمند ورودی و تنظیم دستی اپراتور هستند و نیاز به نیروی انسانی بیشتری دارند.
ماشینهای CNC میتوانند به صورت مداوم و با کمترین دخالت انسانی کار کنند و قابلیت اجرای چندین بخش برنامهریزی را دارند، در حالی که ماشینهای خم کن NC نیاز به ورودی و تنظیم دستی بیشتری از اپراتور دارند و این موضوع میتواند نیاز به نیروی انسانی بیشتری را ایجاد کند.
مهارت و تخصص اپراتورها نیز میتواند تأثیرگذار باشد، زیرا اپراتورهای ماهر و با تجربه میتوانند استفاده از هر دو نوع ماشین را بهینه کنند و نیاز به نیروی انسانی اضافی را به حداقل برسانند.
قیمت خدمات برش لیزر و فلزات: چه هزینه ای باید پرداخت کنید؟
آیا شما به یک خدمات برش لیزر و فلزات نیاز دارید که عالی به نظر برسد. آیا از قیمت خدمات برش لیزر و فلزات آگاهی دارید؟ آیا تحمل شدید و دقت زیاد برش لیزری فلزات ذهن شما را درگیر کرده است؟
شاید شما قبلا تصمیم گرفتهاید که به جای برش پلاسما یا واترجت یا شاید یک فرآیند قدیمی و ارزانتر، با برش لیزر ورق فلز کار کنید. این احتمال وجود دارد که شما سعی در تعیین قیمت دارید؛ این مقاله به شما کمک میکند تا نحوه محاسبه قیمت خدمات برش لیزر و فلزات را بدانید.
در اینجا آنچه را که میتوانید با خدمات برش لیزر ورق از نظر هزینه – کوتاه مدت و بلند مدت – انتظار داشته باشید، به دست آورید.
قیمت خدمات برش لیزر و فلزات: چگونه مقایسه میشوند؟
قطع برش لیزر نسبت به استفاده از ابزار دستی برای برش فلز مقرون به صرفه است و علی رغم اینکه یک فرآیند سطح بالا است و هزینه آن بیشتر از برش پلاسما است؛ اما قیمت کمتری از برش واترجت دارد. فرایندهای برش مکانیکی یا ماشینی ارزانتر هستند. بسیاری از تولید کنندگان با کیفیت ترکیبی خدمات برش لیزری و ماشینی را ارائه میدهند تا بتوانید بهترین تناسب را برای پروژه خود انتخاب کنید.
مقایسه لیزر با پلاسما چگونه است؟
پاسخ بستگی دارد. برش لیزری فلزات هزینه کمتری برای مواد حدود 12 گیگابایت و نازکتر دارد؛ در حالی که با ضخیم شدن مواد انتخابی شما مزیت برشکاری پلاسما پانچ افزایش مییابد. در سنگینترین ضخامت فلز (کمی بیشتر در این مورد)، پانچ پلاسما 40٪ مزیت هزینه نسبت به لیزر دارد. در این سناریو برش دقیق پلاسما هزینه بالاتری نسبت به هر دو دارد.
چه موارد دیگری باعث افزایش قیمت خدمات برش لیزر و فلزات میشود؟
مانند اکثر تولیدات، فاکتورهای مختلفی وجود دارد که هزینه کل خدمات برش لیزر را در بر میگیرد:
- تجهیزات و هزینههای کارگری
- هزینههای تولید
- نگهداری و ماندگاری طولانی مدت برش لیزر و فلزات
- تجهیزات و نیروی کار
دلیل اصلی پرداخت هزینههای بیشتر برای برش لیزری، هزینه این فناوری است. دستگاه برش لیزری احتمالا حداقل 200000 دلار به تولید کننده باز میگردد. بسته به اندازه، قدرت و ظرفیت کار با ورق، این تعداد میتواند بیش از 500000 دلار افزایش یابد.
خوشبختانه هزینه ابزار لیزرها کم است. گازهایی که ما برای تولید لیزر استفاده میکنیم ارزان نیستند و افزایش تقاضا باعث کاهش هزینههای تشکیل دهنده میشود. با این وجود، تجهیزات جانبی – فکر میکنید آینههای طلایی یا پنجره ها و لنزهای سلنید روی – میتوانند هزینههایی را افزایش دهند.
تا جایی که هزینههای عملیاتی داشته باشید، خوش شانس هستید. معمولا برای شرکتهای تولید کننده بیشتر از سایر فرایندهای برش اجازه میدهد که یک عملگر برش لیزر عملیات ثانویه را انجام دهد یا ماشینهای اضافی را اجرا کند. کارایی بیشتر برابر است با محصول نهایی بیشتر و هزینه کلی کمتر برای شما.
- تولید
قیمت برش لیزر ورق فلز از 13 تا 20 دلار در ساعت فقط با هزینه تولید کننده متغیر است. به طور معمول یک تولید کننده برش لیزری 65٪ تا 85٪ هزینه تولید خدمات واترجت را پرداخت میکند.
گرانترین قسمت این فرآیند تولید، تمام توان مورد نیاز برای تبدیل برق به نور است. بهترین کار این است که این کار را به یک شرکت تولید کننده فلز بسپارید و خود در خانه امتحان نکنید.
هنگام ارزیابی این که خدمات لیزر چه هزینهای برای شما خواهد داشت، در اینجا سوالی وجود دارد که بیشتر شما را تحت تأثیر قرار میدهد: آن مادهای که شما به وسیله لیزر برش میدهید؟
هر دستگاه محدودیتی از میزان ضخامت و شاید نوع مادهای را دارد که میتواند تحمل کند. هر چه مقاومت دستگاه بیشتر باشد، هزینهی بیشتری برای بهره مندی از مزایای آن خواهید پرداخت. قابل توجه است که هنگام برش ورق فلز، لیزرها از نظر ضخامت خیلی خوب کار نمیکنند؛ بنابراین مقرون به صرفه بودن آن ها بخار را در این برنامهها از دست میدهد.
بعضی اوقات فلز یا حتی درجه فلز در موثر بودن لیزر نقش دارد. فقط به فولاد ضد زنگ نگاه کنید:
- فولاد ضد زنگ آستنیتی: یکی از فولادهای متداول در صنعت ساخت و ساز است. میتوانید درجههای آستنیتی را بدون استفاده از گرما سخت کنید؛ اما قدرت فوق العادهای را حفظ میکند. این امر باعث میشود که ضد زنگ آستنیتی برای فناوری برش لیزری ایده آل باشد.
- فولاد ضد زنگ فریتیک شامل کروم و کربن است. این فولاد با مقاطع نازکتر و بدون جوشکاری بسیار کم کار میکند. این بدان معنی است که برای برش لیزر بسیار مناسب است.
- فولاد ضد زنگ مارتنزیتی مانند فولاد ضد زنگ فریتیک است؛ در اینجا مقدار زیادی کروم و کربن وجود دارد. یک مهندس میتواند ضد زنگ مارتنزیتی را تعدیل و سخت کند. این گروه مغناطیسی از فلزات اغلب در مصرفهای مورد نیاز ورق فلز استفاده میشود.
- فولاد ضد زنگ دوبلکس ترکیبی از فریتی و آستنیتی است. قدرت آن بیشتر از هر یک است. این نوع فولاد هنگام برش توسط لیزر عملکرد خوبی دارد.
وقتی تولید کننده فرآیند را شروع میکند، مواد مهم نیست. سرعت برش فلز لیزر به همراه دقت بالا آن را کارآمدتر از واترجت میکند. برش لیزر و فلزات چقدر واضح است؟
- 16 لیتر طول میکشد تا لیزر یک ورق ⅛ ”را برش دهد.
- 75 ثانیه طول میکشد تا یک واترجت یک ورق … “را قطع کند.
کار سریعتر منجر به صرف هزینه کمتری برای کار و برق میشود.
بعد از اینکه برش لیزر کامل شد، تمیزکاری انجام نمیشود. مقدار کمی گرد و غبار تمام نتیجه است و این با جارو و فیلتر کردن به راحتی از بین میرود؛ بنابراین برای تسهیل دفع ویژه زباله مانند آنچه که با برش واترجت تولید میشود، هزینهای پرداخت نخواهید کرد.
- نگهداری و ماندگاری طولانی مدت
لیزر کسل کننده نیست؛ بنابراین در هنگام ساخت مکثی برای خاموش کردن ابزار وجود ندارد. همچنین هزینههای اضافی جایگزینی ابزار فقط وجود ندارد. این همه به چه معنی است؟ شما محصولی جدید در دستان خود خواهید داشت.
ما این را خواهیم گفت: استفاده از لیزر از نظر فنی طاقت فرسا است. اگر سرویس دهنده خوبی پیدا نکردید، بعدا ممکن است اجزای کار شما نیاز به تعویض یا تعمیر داشته باشند.
بنابراین در اینجا یک سوال دیگر وجود دارد که باید از خود بپرسید: آیا میتوانید قیمت خدمات برش لیزر و فلزات را با سود طولانی مدت از حاصل کار تأمین کننده خود توجیه کنید؟
آیا به کیفیت عالی نیاز دارید؟ خدمات برش لیزر و فلزات را امتحان کنید
اگر چه ممکن است برش لیزر و فلزات از برخی از سبکهای دیگر که ذکر کردیم گرانتر باشد؛ اما دقت و انعطاف پذیری فناوری برش لیزر بی نظیر است. بنابراین اگر پروژه ای دارید که نیاز به تحمل بسیار محدود و برشهای تمیز دارد، قیمت خدمات برش لیزر و فلزات نباید یک عامل بازدارنده باشد و باید در بالای لیست شما قرار بگیرد. فقط به یاد داشته باشید که شما هزینه کیفیت را پرداخت میکنید!
ارائه خدمات برش لیزر و فلزات
خدمات برش لیزر و فلزات شامل چه مواردی می شود؟ لیزر پرتوی متمرکز نور است و انرژی زیادی را روی یک ناحیه بسیار کوچک متمرکز میکند. وقتی این اتفاق میافتد، مواد جلوی لیزر میسوزد، ذوب میشود یا بخار میشود و باعث ایجاد سوراخ میگردد. مقداری CNC به آن اضافه کنید و دستگاهی به دست میآورید که میتواند قطعات بسیار پیچیده ساخته شده از چوب، پلاستیک، لاستیک، فلز، کف یا مواد دیگر را برش یا حک کند.
هر مادهای در مورد برش لیزری محدودیها و مزایایی دارد. به عنوان مثال، ممکن است فکر کنید که لیزر میتواند هر چیزی را برش دهد؛ اما به همین سادگی نیست.
هر مادهای برای برش لیزر مناسب نیست. به این دلیل که هر مادهای نیاز به مقدار خاصی از انرژی برای برش دارد. به عنوان مثال، انرژی مورد نیاز برای برش کاغذ بسیار کمتر از انرژی مورد نیاز برای یک ورق فولادی به ضخامت 20 میلی متر است.
این نکته را هنگام خرید لیزر یا سفارش از طریق خدمات برش لیزر و فلزات در نظر داشته باشید. همیشه توان لیزر یا حداقل موادی را که میتواند برش دهد، بررسی کنید.
به عنوان مرجع، لیزر 40 وات میتواند کاغذ، مقوا، فوم و پلاستیک نازک را برش دهد؛ در حالی که برش لیزر 300 وات میتواند فلزات نازک و پلاستیک ضخیم را برش دهد. اگر میخواهید ورقهای فولادی 2 میلی متر یا ضخیمتر را برش دهید، حداقل به 500 وات نیاز دارید.
در ادامه، بررسی خواهیم کرد که چگونه از دستگاه شخصی یا خدمات برش لیزر و فلزات، برخی اصول طراحی را استفاده میکنیم.
استفاده از خدمات برش لیزر و فلزات در مقابل داشتن یک دستگاه برش
در این عصر ماشین آلات CNC ، برشهای لیزری با قابلیت برش از طریق فلزات هنوز برای یک علاقه مند متوسط بسیار گران هستند. شما میتوانید ماشینهای کم مصرف (کمتر از 100 وات) را نسبتا ارزان خریداری کنید؛ اما اینها به سختی باعث خراش سطح فلز میشوند.
لیزر برش فلز باید حداقل از 300 وات استفاده کند که حداقل 10 هزار دلار برای شما هزینه دارد. علاوه بر قیمت، دستگاههای برش فلز به گاز – معمولا اکسیژن – برای برش نیاز دارند.
دستگاههای CNC کمتر قدرتمند، برای حکاکی یا برش چوب یا پلاستیک، بسته به میزان قدرتمندی شما میتوانند از 100 دلار تا چند هزار دلار برسند.
مشکل دیگر در داشتن یک برش لیزر فلز، اندازه آن است. بیشتر دستگاههایی که قادر به برش فلز هستند، به فضایی که فقط در یک کارگاه موجود است، نیاز دارند.
با این وجود، دستگاههای برش لیزر هر روز ارزانتر و کوچکتر می شوند؛ بنابراین احتمالا میتوان انتظار داشت در چند سال آینده برش لیزری رومیزی برای فلزات داشته باشید. اگر تازه با طراحی ورق فلز شروع میکنید، قبل از خرید دستگاه برش لیزر، خدمات برش لیزر و فلزات آنلاین را در نظر بگیرید. در ادامه به چند گزینه خواهیم پرداخت!
هر تصمیمی گرفتید، به خاطر داشته باشید که برشهای لیزری اسباب بازی نیستند؛ خصوصا اگر بتوانند فلز را برش دهند. آن ها میتوانند به شما آسیب جدی برسانند یا صدمه جدی به اموال شما وارد کنند.
نکات طراحی
از آنجا که برش لیزری یک فناوری 2 بعدی است، تهیه فایل بسیار آسان است. کافی است از قطعهای که میخواهید درست کنید کانتور بگیرید و آن را به یک خدمات برش لیزر و فلزات آنلاین ارسال کنید.
تقریبا میتوانید از هر برنامه نقاشی برداری 2D استفاده کنید؛ به شرطی که شما امکان ذخیره فایل خود را در قالبی مناسب برای سرویس انتخابی خود بدهید. ابزارهای CAD زیادی وجود دارد، از جمله ابزارهایی که رایگان هستند و برای مدل های 2 بعدی طراحی شدهاند.
برای ساختن اولین ورق فلز برش لیزری، باید موارد زیر را انجام دهید:
- در نرم افزار رسم برداری، کانتور بخشی از قطعه مورد نظر خود را رسم کنید.
- آن را در قالب پرونده مناسب ذخیره کنید (لیست خدمات آنلاین و انواع پروندههای پشتیبانی شده را بررسی کنید).
- آن را در یک خدمات برش لیزر و فلزات آنلاین بارگذاری کنید.
- قیمت را بررسی کنید یا درخواست قیمت کنید و اگر قیمت مناسب است، قطعه را سفارش دهید.
- منتظر دریافت باشید.
قبل از اینکه چیزی را برای برش لیزر سفارش دهید، باید قوانین خاصی را دنبال کنید. بیشتر سرویسها نوعی راهنما در سایت خود دارند و شما باید هنگام طراحی قطعات خود آن را دنبال کنید، اما برخی از دستورالعملهای کلی در اینجا آمده است:
- کانتورهای بسته
تمام خطوط برش باید بسته شوند. این مهمترین و منطقیترین قانون است. اگر یک کانتور باز بماند، حذف قطعه از ورق فلز خام غیرممکن است. تنها استثنا در این قانون این است که خطوط برای حکاکی یا حکاکی منظور شدهاند.
- رنگ و ضخامتهای خط
این قانون با هر خدمات برش لیزر و فلزات آنلاین متفاوت است. شما باید رنگ و ضخامت خط مورد نیاز را برای برش بررسی کنید. برخی از خدمات علاوه بر برش، حکاکی لیزری را ارائه میدهند و ممکن است از رنگهای مختلف خط برای برش و حکاکی استفاده کنند. به عنوان مثال، خطوط قرمز میتواند برای برش باشد؛ در حالی که خطوط آبی ممکن است برای اچ باشد.
بعضی از سرویسها به رنگ و ضخامت خط اهمیت ندارند. قبل از بارگذاری پروندهها، این مورد را با سرویس انتخابی خود بررسی کنید.
- سوراخهای گرد
اگر به سوراخهایی با تلرانس محکم نیاز دارید، عاقلانه است که با لیزر سوراخ کنید. سوراخ کردن در حال ایجاد یک سوراخ کوچک در مواد است که بعدا یک سوراخ حفاری را هنگام حفاری هدایت میکند. قطر منطقه سوراخ شده باید حدود 2-3 میلی متر باشد؛ اما به قطر محل سوراخ شده و ضخامت مواد بستگی دارد.
- سوراخ های رشتهای
این فقط برای ضخامت مواد حداقل 1.5 میلی متر معنی دارد. به عنوان مثال، فولاد وقتی برش لیزر مییابد ذوب میشود و تبخیر میشود. پس از خنک شدن، برش سفت میشود و پیچاندن آن بسیار سخت است. به همین دلیل، روش خوبی است که قبل از برش نخ، با لیزر سوراخ کنید و همانطور که در نکته قبلی توضیح داده شد، برخی از حفاری ها را انجام دهید.
- فیلههای گوشه ای
قطعات ورق فلزی ممکن است گوشه های تیز داشته باشند؛ اما افزودن فیله در هر گوشه – حداقل نیمی از ضخامت مواد – باعث مقرون به صرفه بودن قطعات میشود. حتی اگر آنها را اضافه نکنید، برخی از خدمات برش لیزر و فلزات فیلههای کوچک را در هر گوشه اضافه میکنند. اگر به گوشههای تیز نیاز دارید، باید آنها را همانطور که در دستورالعملهای سرویس شرح داده شده علامت گذاری کنید.
- بریدگیها و برگهها
حداقل عرض یک ناچ باید حداقل 1 میلی متر یا ضخامت ماده باشد. طول نباید بیش از پنج برابر عرض آن باشد. زبانهها باید ضخامت حداقل 3 میلی متر یا دو برابر ضخامت مواد داشته باشند. همانند شکافها، طول باید کمتر از پنج برابر عرض باشد.
فاصله بین ناخنها باید حداقل 3 میلی متر باشد؛ در حالی که زبانهها باید هر فاصله بیشتر از 1 میلی متر یا ضخامت مواد حداقل فاصله داشته باشند.
عدم رعایت این قانون ممکن است منجر به تغییر شکل بخشی شود.
- چند قسمت یا ویژگیهای نازک
هنگام برش چندین قسمت روی یک ورق فلز، یک قانون خوب این است که فاصله حداقل ضخامت مواد را بین آنها بگذارید. اگر قطعات را خیلی نزدیک به هم قرار دهید یا ویژگیهای بسیار نازکی را برش دهید، ممکن است مواد را بین دو خط برش بسوزانید.
سخن آخر
در نهایت، انتخاب بهترین روش برش فلزات بستگی به موارد مختلفی دارد از جمله نوع و ضخامت فلز، دقت مورد نیاز، میزان هزینه، و شرایط محیطی. با آشنایی کامل با ویژگیهای هر روش برشکاری، میتوانید انتخاب مناسبی برای پروژههای خود داشته باشید.
از جوشکاری پلاسما برای برش فلزات با ضخامتهای مختلف و بدون ایجاد تراشه، تا استفاده از برشکاری هوا گاز برای کارهایی که نیاز به هزینه کمتر دارند، و از جوشکاری واترجت برای جلوگیری از تغییر شکل و سختی فلز در محیط خنک، هر روشی مزایا و معایب خود را دارد که باید با دقت مورد بررسی قرار گیرد. انتخاب درست روش برش فلزات، کلیدی است در بهبود کیفیت و کارایی پروژههای شما.
سوالات متداول
چه روشهایی برای برش فلزات وجود دارد؟
با توجه به نیازها و شرایط مختلف، انواع مختلفی از روشهای برش فلزات وجود دارد، از جمله: برشکاری پلاسما، برشکاری هوا گاز، برشکاری واترجت، برشکاری لیزر، و برشکاری وایرکات.
چه عواملی در انتخاب بهترین روش برش فلزات تاثیر دارند؟
عواملی از قبیل نوع و ضخامت فلز، دقت مورد نیاز، میزان هزینه، شرایط محیطی و نیاز به ویژگیهای خاص مانند کیفیت برش و نرخ تولید برش تاثیرگذار هستند.
چه مزایا و معایبی در هر یک از روشهای برش فلزات وجود دارد؟
هر روش برش فلزات مزایا و معایب خود را دارد، مانند دقت بالا و کیفیت برش در برشکاری لیزر، عدم ایجاد تراشه فلزی در برشکاری پلاسما، و اثرات مخرب گاز CO2 بر محیط زیست در برشکاری هوا گاز.
چگونه میتوان بهترین روش برش فلزات را انتخاب کرد؟
برای انتخاب بهترین روش برش فلزات، ابتدا باید نیازها و مشخصات پروژه را مورد بررسی قرار داده و سپس با مقایسه مزایا و معایب هر روش، بهترین گزینه را انتخاب کرد.